24h咨询电话:
24h咨询电话:
13914878511
24h咨询电话:
13914878511

联系人:白总
电话:13914878511
公司网址: www.mdgjg.com
公司地址:江苏省徐州市铜山区大彭工业园
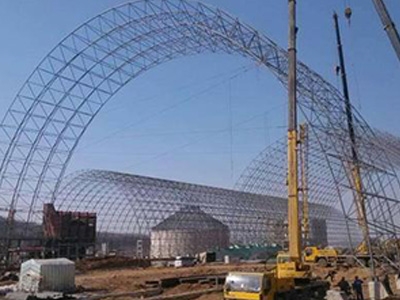
目前,螺栓球网架以其外型别具一格、结构安全系数、高性价比、建筑施工周期短等诸多优点在制药厂堆棚建筑工程中得到规模性推广营销,我替大家详细剖析螺栓球网架加工的关键归类有什么。
螺栓球网架加工关键有杆件加工和螺栓球加工

杆件加工是网架工程工程施工整个过程中很容易造成误差积累的关键因素。在这其中组成杆件的无缝钢管下料规格型号、涨停或锥头的厚薄以及焊接缝的厚薄管理决策杆件的终长度,而受杆件长度方案设计值的制约无缝钢管下料规格型号、涨停或锥头的厚薄又管理决策了焊接缝的厚薄,焊接过大或过小都立即危害到杆件的连接 抗拉强度。因此,在具体建筑施工整个过程中应针对不一样的焊接件及其焊接厚薄要求控制无缝钢管的下料规格型号,这规定对同样规格型号的杆件首先要制做“试品杆”,进而做到调整下料规格的目地。
杆件加工的另一方面控制关键环节是内螺纹平面度,而内螺纹平面度管理决策杆件与螺栓球之间的表层规格。对球形网架中的抗压杆件而言,不垂直的杆件,在实际承载力的作用下,杆件一般是载荷承受力,贵州网架制造厂家介绍独立预制件构件它使杆件无法充分利用自身特点并导致形变,多预制件构件情况下会降低球形网架的安全性能。这要求对杆件两侧焊接前的暂时性“对杆”要提高垂直面检查,在这其中对“对杆综合服务平台”的检查也是必不可少的。
好的“对杆综合服务平台”理当让组成杆件的各预制件构件均相互之间随便和独立,那般在“对杆”时要保证非常好的实际效果。每一个杆件要对自身是否弯曲也要进行检查。因此“对杆”工作上是十分关键的工作上。不能一味完美主义者速度,防止给下一步工作造成十分大的安全风险或导致不必要的维修。
杆件无缝钢管与涨停或锥头焊接时很有可能出现各式各样方法的质量缺陷,如焊镏、焊孔、错口、焊接不透、焊接不均匀等,应针对不一样的缺陷分析原因,再根据造成的原因逐一整治。