24h咨询电话:
24h咨询电话:
13914878511
24h咨询电话:
13914878511

联系人:白总
电话:13914878511
公司网址: www.mdgjg.com
公司地址:江苏省徐州市铜山区大彭工业园
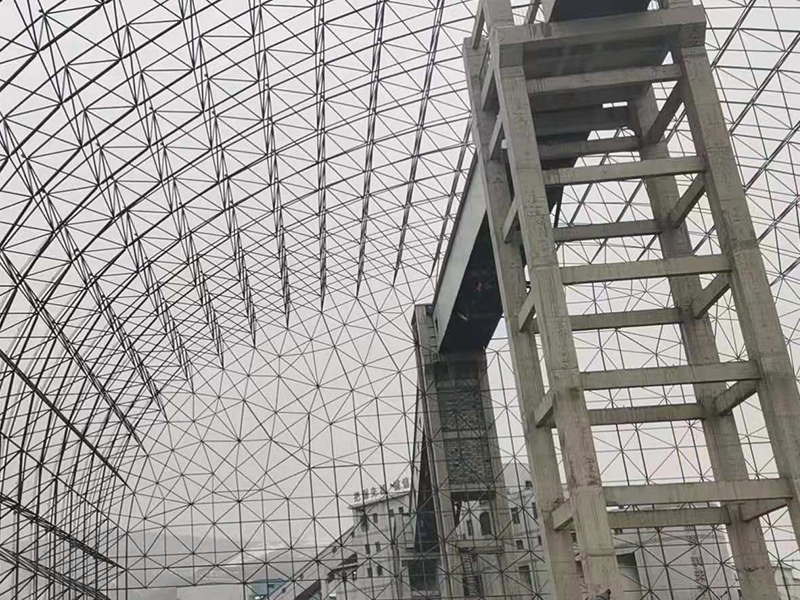
在网架加工中总会构件的变形难点,那样会产生这种情况如何解决呢?

1、构件在运输时产生变形,产生死弯或缓弯,造成构件无法完成组装。
直接原因:
(1)构件制作时造成的变形,一般呈现缓弯。
(2)在网架加工构件待运时,支垫点不科学,如上下垫板不垂直等或沉积场地造成地面塌陷,使构件导致死弯或缓变形。
(3)构件运输以其碰撞而引起变形,一般呈现死弯。
预防措施:
(1)构件制作时,采用降低变形的对策。网架加工
(2)组装中,采用反向变形等对策,组装顺序应遵从顺序,运用组装模套,设置相当多的支撑架,防止变形。
(3)待运及运送中,注意垫点布局合理。
解决方法:
(1)构件死弯变形,一般选用工业设备纠正治理。既用液压千斤顶或别的常用工具纠正或加上氧乙炔火焰烤后纠正。
(2)结构造成缓弯变形时,选用氧乙炔火焰升温纠正。
(3)钢梁构件拼装后全长扭曲超过标准值,造成钢梁安装质量不大好。
直接原因:
(1)拼接制作工艺不合理。网架加工
(2)拼装节点规格不符制订要求。
解决方法:
(1)拼装构件要设拼装积木工作台,纳入焊时要把构件底部地坪找平,防止涨缩。拼装工作台应各杆杠水平,组焊时应防止出现焊变形。特别是梁段或梯道的组装,需在准确定位焊后调整变形,注意架构规格要符合方案设计,不然易导致构件扭曲。
(2)自身刚度很强的构件,翻盘焊接前要做好工程加固,构件翻盘后也应进行地坪找平,不然构件焊后无法纠正。
(3)构件起拱,标值迎战或小于方案设计标值。网架加工厂家说构件起拱标值小时,组装主梁下挠;起拱标值大时,易造成挤面建筑标高超标。
直接原因:
(1)构件规格不符制订要求。
(2)构建全过程中,未根据平均误差与估计值。